Występ
Chociaż zarówno drukarki SLA, jak i FFF 3D są objęte dodatkowym sztandarem produkcji, technologie są bardzo różne, podobnie jak wyniki.
Począwszy od wydruków testowych, które są wstępnie zainstalowane w SL1 i każdy drukowany bez problemu. To dało powiernikowi drukarkę i było imponującym początkiem drukowania Prusa SLA.
Po każdym wydruku usunąłem platformę roboczą i przetransportowałem ją do CW1 i umyłem wydruk.
(Źródło zdjęcia: Ali Jennings)
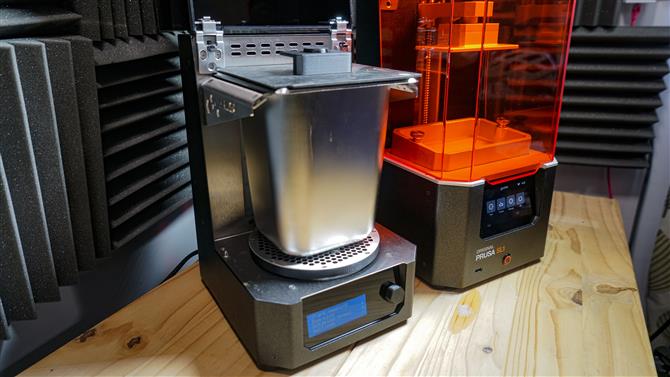
CW1 to podkładka, którą można kupić wraz z SL1, i gorąco poleciłbym to. Jeśli to możliwe, kup IPA online, zbiornik myjący zajmuje litr, co może okazać się drogie.
Po użyciu zdejmij IPA z powrotem do butelek, w przeciwnym razie wyparuje.
(Źródło zdjęcia: Ali Jennings)
Po usunięciu platformy roboczej z SL1 można ją wsunąć w płytę CW1.
Po udanym wydrukowaniu każdego z trzech odbitek testowych, choć z niewielką wpadką z wieżą, gdy zapomniałem całkowicie dokręcić zabudowaną płytę, przystąpiłem do drukowania kilku moich modeli.
Pierwsze próby były żałosnymi awariami z powodu zbliżenia się do PrusaSlicer w taki sam sposób, jak podczas korzystania z MK3S.

(Źródło zdjęcia: Ali Jennings)
Układanie wydruków płasko na platformie drukowania jest złą praktyką ze względu na sposób działania SLA. Duża, płaska powierzchnia odsłonięta i utwardzona między FEP a płytą konstrukcyjną spowoduje zasysanie w miarę przechylania się zbiornika.
Możesz mieć szczęście, a wydruk przylgnie do platformy kompilacji, a nie do arkusza FEP. Jednak w moim przypadku po godzinie grawitacja wydruku i arkusz FEP wygrały, a ja zakończyłem z nadrukowanym w połowie przedmiotem.
Znowu, tym razem, dokładniej postępując zgodnie z instrukcjami zawartymi w instrukcji, przygotowałem model i spróbowałem ponownie.
Tym razem wydruk był bardziej udany, ale nadal nie w 100%, ponieważ wokół krawędzi pojawiło się trochę wypaczenia.
(Źródło zdjęcia: Ali Jennings)
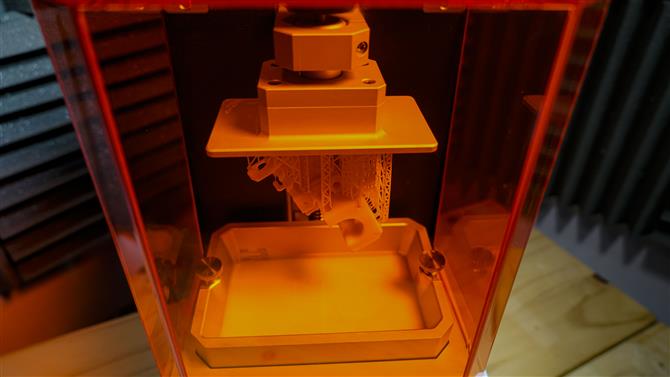
Wracając do PrusaSlicer i kolejnego wydruku, tym razem z większymi wsparciem i wydruk został ponowiony. Tym razem sukces, a co za wydruk.
Struktura nośnika używana do drukowania SLA wygląda bardziej ekologicznie niż te stosowane w druku FFF; są również znacznie delikatniejsze i łatwiejsze do usunięcia. Oznacza to, że możesz być nieco bardziej niezawodny dzięki aplikacji pomocy technicznej niż w przypadku drukowania FFF.
Różnica w jakości między drukiem SLA a nadrukiem FFF jest ogromna, w początkowej teksturze modelu jest coś bardziej organicznego, wydaje się miękki w dotyku.
Wynika to z faktu, że żywica musi twardnieć po procesie czyszczenia i prania.
Drukowanie SLA jest uzależniające i wymaga intensywnego uczenia się w porównaniu z drukowaniem FFF. Istnieją procedury, których należy przestrzegać, aby za każdym razem uzyskać przyzwoity wydruk.
Każdy wydruk musi być odpowiednio ułożony za pomocą PrusaSlicer i uważam, że oprogramowanie może ci nieco pomóc w tym, jak to zrobić.
Automatyczne ustawianie modelu pod kątem z podporami od samego początku było funkcją PrusaSlicer od 2.0, ale niektóre modele wymagają ręcznego dostrajania.
Jest jeszcze jeden problem, którego nie rozważałem na początku testu, a mianowicie temperatura.
Wygląda na to, że niektóre części mojego warsztatu są znacznie zimniejsze niż inne. Przy moim biurku jest około 19ºC, dla niektórych jest zimno, ale jestem całkiem zadowolony z tej temperatury.
W przypadku drukarek 3D temperatura jest bliska 15ºC, o tej porze roku, a SL1 nienawidzi zimna.
Musi mieć co najmniej 18 latºC przed drukowaniem, co oznaczało, że temperatura oscyluje wokół 0ºC na zewnątrz musiałem włączyć grzejnik i zwiększyć termostat. Wynika to z natury drukowania żywicą, a nie z niczego, co jest niespotykane w SL1.
Gdy pokój ogrzał się do akceptowalnej temperatury, musiałem poczekać, aż rdzeń drukarki rozgrzeje się do odpowiedniego 18ºC również. To nie jest problem, ale coś, o czym należy pamiętać, jeśli myślisz o utrzymaniu i prowadzeniu umowy SLA w garażu lub warsztacie zewnętrznym.
(Źródło zdjęcia: Ali Jennings)
Ogólna wydajność oryginalnego PRUSA SW1 jest doskonała, a większość awarii sprowadza się do błędu użytkownika, gdy nie postępuje się zgodnie z procedurami.
Czasy drukowania są krótsze w przypadku SL1 w porównaniu z MK3, gdy porównujesz dla podobnej rozdzielczości, jednak z SL1 generalnie drukujesz w znacznie wyższej rozdzielczości.
Oznacza to, że jeśli użyjesz domyślnej jakości każdej drukarki do drukowania 3DBenchy, SL1 drukuje z normalną jakością 0,05 mm zajmuje około czterech i pół godziny. Równoważne ustawienie domyślne w MK3S to 0,15 mm JAKOŚĆ MK3, a to zajmuje nieco ponad dwie godziny.
Domyślne czasy drukowania są znacznie dłuższe na SL1, ale spłatą jest jakość tych wydruków.
Oczywiście 0,05 mm jest o wiele lepszej jakości niż wysokość warstwy 0,15 mm, więc podobna rozdzielczość dla obu drukarek wynosi 0,1 mm.
Tutaj SL1 zajęło około dwóch godzin, a MK3 około trzech.
W trakcie procesu drukowania było kilka funkcji, które chciałbym zobaczyć i są one ściśle powiązane. Pierwszym jest to, że zbiornik jest metalowy, oprócz podstawy, co oznacza, że nie widać postępu druku, dopóki nie zacznie się pokazywać nad górną częścią zbiornika.
Czas potrzebny na pojawienie się może być dobra godzina lub więcej, więc jeśli wydruk się nie powiedzie, nie masz pojęcia, dopóki nie zobaczysz dolnej części platformy.

(Źródło zdjęcia: Ali Jennings)
Jakość wydruku
Jakość druku jest znakomita. W przeszłości korzystałem z kilku drukarek SLA i byłem pod wrażeniem jakości, a oryginalny PRUSA SL1 bezpośrednio porównywalny.
Delikatny i zawiły szczegół wydruków testowych dostarczanych wraz z maszyną podkreśla możliwą jakość.
Rozpoczęcie drukowania modeli, które zaprojektowałem i stworzyłem, okazało się nieco trudniejsze i chociaż ogólny wygląd części wyglądał niesamowicie, po dokładnej kontroli znalazłem problemy.
(Źródło zdjęcia: Ali Jennings)
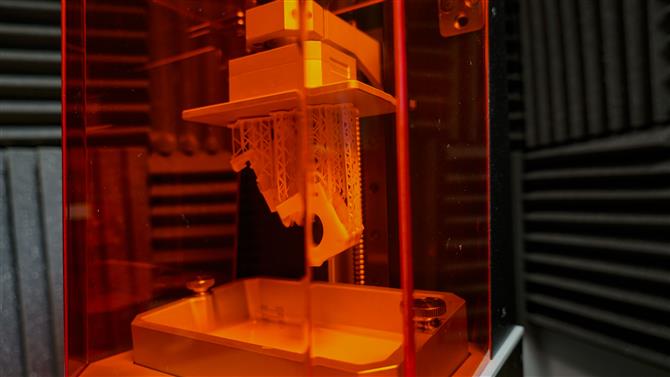
Głównym problemem było wypaczanie wydruków, można temu zaradzić, dodając więcej podpór. To wszystko jest częścią stromej krzywej uczenia się związanej z drukowaniem SLA. Podpory te mają kluczowe znaczenie dla jakości ostatecznego wydruku.
Wydrukowałem moje uchwyty GoPro, przekręcając i obracając każdy za pomocą PrusaSlicer oraz zwiększając podpory i podkładki; ostatecznie, po kilku awariach, w końcu wykonałem bardzo dokładny wydruk.
Po umyciu wydruków wsporniki można oderwać. W przeciwieństwie do wydruków z filamentów, podłoża dla żywicy pozostawiają niewielki lub żaden ślad.
Powierzchnia ostatecznego modelu wydrukowanego w standardowej jakości jest znakomita, znacznie przewyższając wydruk z najlepszej drukarki FFF.
Dopiero gdy przyjrzysz się uważnie, zobaczysz warstwowanie, pobieżne spojrzenie i pomyślisz, że model został uformowany wtryskowo, jest tak dobry.
Jedną z zalet stosowania żywicy zamiast filamentu jest to, że definicja warstwy jest bardziej miękka, podobnie jak obrazy; istnieje odpowiednik wygładzania, który wygładza przejście z jednej warstwy na drugą.
Łatwo zrozumieć, dlaczego jubilerzy, producenci modeli i dentyści przysięgają na drukarki SLA; wydruki są znakomite.
Ostateczny werdykt
Oryginalna drukarka PRUSA SL1 to wyjątkowa drukarka, nie tylko pod względem ceny, ale także użyteczności i jakości.
W porównaniu z innymi drukarkami SLA ma natychmiastową przewagę cenową, jest znacznie tańszy niż wielu innych konkurentów, ale jest coś więcej.
Prostota projektu oznacza, że proces ten ma pewną alchemię. Musisz zmierzyć żywicę, upewnić się, że wszystko jest czyste; to trochę szalony naukowiec, ale w dobrym tego słowa znaczeniu.
Korzystanie z SL1 wymaga precyzji i czasu, nie trzeba przyspieszać procesu, sprawdzanie i czyszczenie to jedyny sposób na uzyskanie spójnych wyników i margines błędu jest niewielki, jeśli w ogóle.
Są takie funkcje, które chciałbym zobaczyć, jak choćby sprawdzenie wydruku w trakcie procesu drukowania, ale poza tym jestem zdumiony jakością i kompletnością pierwszej wyprawy Prusa z drukarkami SLA.
Jest kilka problemów: łoże drukujące jest małe i trzeba eksperymentować z podporami, aby uniknąć deformacji lub wypaczenia modelu.
Aplikacja PrusaSlicer jest wszechstronna i wydaje się, że robi olbrzymi skok naprzód dzięki funkcjom i funkcjom, ale nie mam pojęcia, skąd się bierze szacunek czasu. Czasami te szacunki są słuszne, częściej nie.
To trochę denerwujące, że przełączając się między MK3 a SL1 w oprogramowaniu PrusaSlicer musiałem ponownie wprowadzać hasło SL1 za każdym razem, gdy szczegóły zostały usunięte.
Największy problem, jaki miałem z drukarką, dotyczył podpór i ich prawidłowego działania w PrusaSlicer. Początkowo problemy polegały na prawidłowym ustawieniu modelu, tak aby był on zgodny z platformą kompilacji i drukował.
Potem, kiedy drukowałem większe modele, potrzebnych było więcej podparć i dopiero czas ujawnia najlepsze praktyki i podejście. Wydaje się, że albo drukarka, albo oprogramowanie krajalnicy powinno udzielić większej pomocy.
Kilka razy po udanym wydruku, czyściłem zbiornik, wymieniłem żywicę i drukowałem ponownie, tylko po to, aby wydruk nie przylgnął do FEP, a nie do podpór.
Zwiększenie liczby podpór jest oczywistym rozwiązaniem, ale czasami same podpory nie utrzymały druku.
Prusa sugeruje dodawanie otworów odpływowych w większych wydrukach za pomocą Mesmixera, co zrobiłem, ale to nie pomogło.
Przy bardziej kłopotliwych wydrukach stwierdziłem, że dostosowanie pozycji i dodanie większej liczby podpór było zazwyczaj rozwiązaniem.
Podróż do ostatecznego wydruku jest jednak stosunkowo prosta, a gdy zapoznałem się z ustawieniami w PrusaSlicer, tym wyższy wskaźnik sukcesu i dokładność wydruku.
SL1 to bez wątpienia znakomita drukarka z kilkoma wciąż wymagającymi funkcjami wymagającymi udoskonalenia. Wydaje się jednak, że można to zmienić w oprogramowaniu, a nie w rzeczywistych zmianach sprzętowych.
Drukowanie SLA nie będzie dla wszystkich; musisz być zorganizowany i chętny do przestrzegania procedur, aby uzyskać dobre spójne i dokładne wydruki.
Środowisko dla drukarki musi być odpowiednie, odpowiednią temperaturę, nie może być za zimno, i musisz używać go w dobrze wentylowanym pomieszczeniu.
Po zakończeniu drukowania należy również wyczyścić wydruki za pomocą IPA, a następnie wody. Nawet po umyciu proces usuwania podpór i pozostawienie modelu do utwardzenia jest dość satysfakcjonujący.
Jednak z punktu widzenia czasu i pracy istnieje ogromna korzyść, a to jakość druku, która jest wyjątkowa.
Jeśli jesteś jubilerem, wysokiej klasy modelarzem, potrzebujesz prototypować lub jesteś dentystą, SL1 to świetne rozwiązanie.
Jeśli chcesz po prostu drukować i robić rzeczy, ale nie możesz przejmować się procedurą i możliwym bałaganem, wybierz oryginalne PRUSA i3 MK3s.
- Podkreśliliśmy również najlepsze drukarki 3D